Come usare Cura
Cos' è Cura? Cura è un software OpenSource sviluppato da Ultimaker per la propria stampante, ma è stato reso pubblico per tutti, serve a convertire un file 3D in un file a layer leggibile dalle stampanti 3D
lo possiamo trovare su http://software.ultimaker.com/ disponibile per tutti gli ambienti Windows, Mac e Linux
La schermata principale di Cura si presenta cosi:
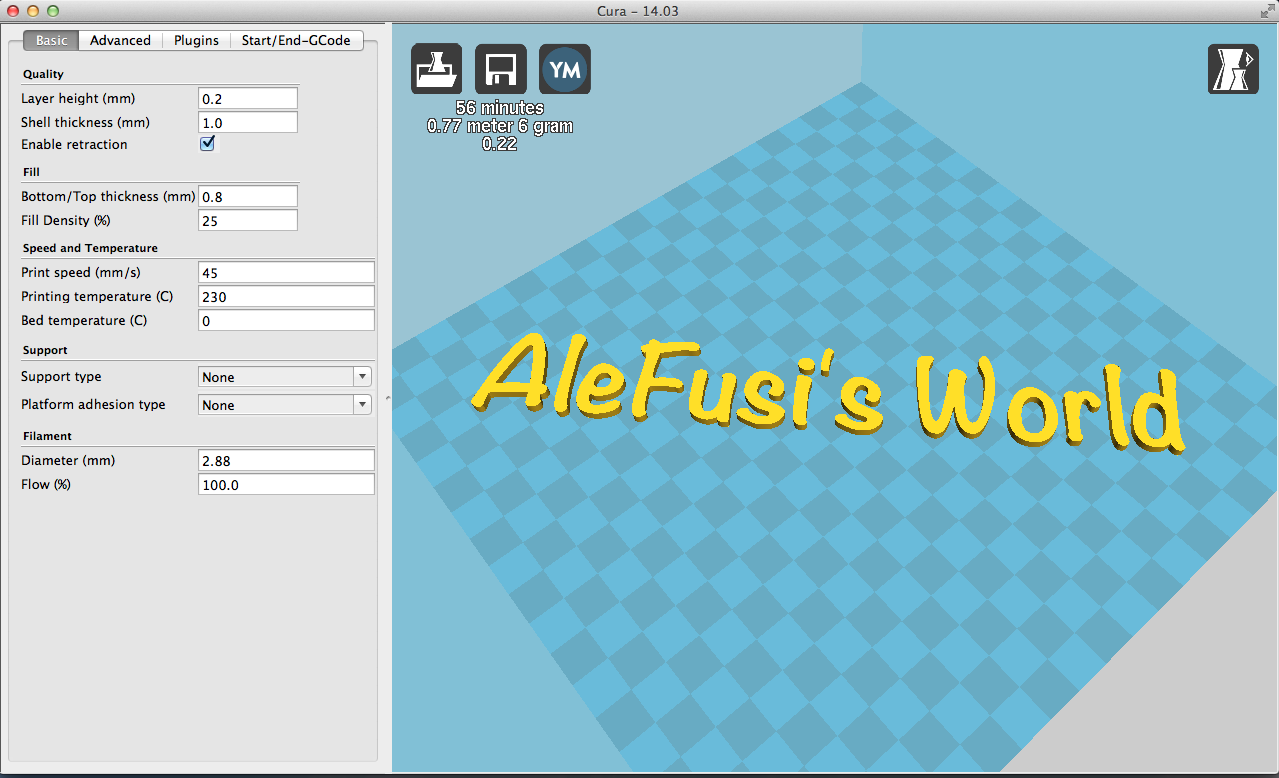 sono presenti 4 Tab principali
sono presenti 4 Tab principali
- Basic
- Advanced
- Plugins
- Start/End-GCode
Basic
In questa sezione ci sono le configurazioni base per la stampa di un oggetto che di solito variano ad ogni oggetto
Advanced
Configurazioni avanzate per la creazione del codice macchina, dopo averle impostate è piu raro cambiarle
Plugins
Spazio dedicato ai plugin di cura, ad esempio per cambiare temperatura di estrusione dopo un tot numero di layer
Start/End-GCode
In questa sezione possiamo configurare a nostro piacimento l' intestazione e la fine del GCode che verra generato, io ad esempio ho messo un End GCode per quando stampo ABS che una volta finita la stampa il piatto mi si posiziona sotto la ventola di raffreddamento in modo da velocizzare il distacco del pezzo.
Andiamo adesso ad analizzare le singole schede
Basic
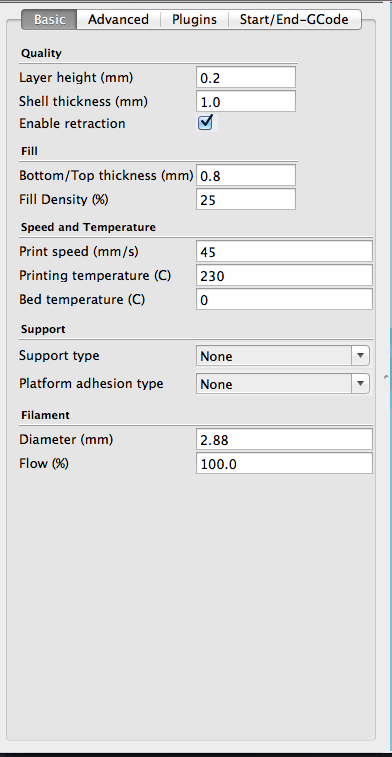
Layer Height: Determina lo spessore di ogni livello, 0.3mm per una stampa grezza ma veloce 0.1 per la qualità ma piu lenta
Shell thickness: Con questo valore impostiamo lo spessore delle pareti verticali, è consigliato inserire un avalore che sia un multiplo dell' ugello. Ad esempio se vogliamo fare il profilo esterno del nostro oggetto con 3 perimetri ed abbiamo un ugello da 0.3mm dobbiamo impostare 0.9
Enable retraction: Abiità la retrazione del filamento durante i movimenti della stampa nella quale non è richiesta l' estrusione del filo, sopstamenti rapidi da un punto all altro, serve per evitare sgocciolamenti e filamenti nella stampa
Bottm/Top thickness: Determina il numero di livelli e iniziali e finali che saranno riempiti al 100% sensa lasciare spazi vuoti
Fill Density: Determina in percentuale il reticolo interno interno di riempimento dell' oggetto, di default è impostato a 20%. Per la fabbricazione di pezzi meccanici si è buona cosa alsarlo anche ad arrivare all'80% per oggetti che hanno bisogno di una buona tenuta meccanica, mentre si puo scendere anche allo 0% per oggetti puramente artistici nella quale verrrà stampato solamente il perimetro esterno
Printer Speed: Imposta la velocità di stampa, per oggetti di qualità si consiglia di stare tra i 20 e 40 mm/s. Se abbiamo bisogno di velocità possiamo stampare tranquillamente anche a 80/100 mm/s
Printing temperature: Determina la temperatura dell' hot-end durante la stampa, varia da materiale a materiale e spesso anche con lo stesso materiale da colore a colore o anche da lotti diversi di produzione. Attenersi alle informazioni del produttore per le temperature ottimali di estrusione.
Bed temperature: Imposta la temperatura del piatto riscaldante
Support type: non sempre le stampe sono semplici da effetuare, pensiamo ad esempio di voler stampare una persona con le braccia aperte, dovremma andare a creare dei sostegni sotto alle braccia per far si che vengano stampate adeguatamente. I supporti sono consigliati nelle superfici sospese nel vuoto oppure su pareti che hanno un inclinazione maggiore di 50/60° questa categoria si divide in:
- Touching buildplate
- Everywhere
Con la prima opzione il programma calcolerà automaticamente dove costruire i suporti necessari, con la seconda andra a costruire dei supporti in ogni parte dell oggetto che sporge fuori dall asse verticale
Platform adhesion type: Si tratta di un aiuto d' adesione dell oggetto al piatto di stampa. Si divide in:
- Raft
- Brim
Il brilm non è un altro che un estenzione (offset) del primo layer per aumentare la superfice di contatto con il piatto, serve negli oggetti di piccole dimensioni a garantire una buona adesione al suolo mentre in quelli di grandi dimensioni a veitare deformazioni dovute al raffredamento. Il raft, o zattera, andrà a creare un fitto reticolato prima di iniziare a stampare l' oggetto vero e prorpio risulta essere molto piu resistente del brim e molto piu efficace, purtroppo ha come contro il fatto che è piu difficile da rimuovere una volta completata la stampa.
Diameter: Imposta il diametro del filamento. Attenzione per una corretta estrusione è consigliato dare una misura il quanto piu precisa possibile. Consiglio prima di una stampa di srotolare 1 o 2 metri di filo e misurarlo con il calibro 7/8 volte, poi fare una media dei valori ricavati che andremo a impostare in questo campo
Flow: Determina in percentuale la quantità di filo da estrudere in base ai calcoli dell compilatore. abbassare per avere una stampa piu magra, alsare per una stampa piu grassa
Advanced
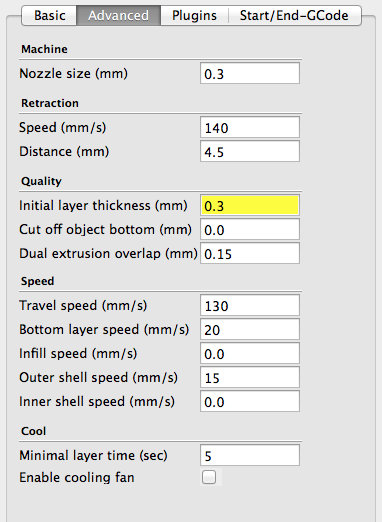 Nozzle size: Imposta il diametro del foro del nostro Hot-End
Nozzle size: Imposta il diametro del foro del nostro Hot-End
Speed: Imposta la velocità di ritrazione del filamento se abilitata nella pagina precedente, io ho impostato 140 mm/s riportando ottimi risultati con stamper prive di colamenti o filamenti vari.
Distance: Determina l quantià di filo che verra ritratto si hanno dei buoi risultati in un range di 3 - 8 mm. Ho impostato 4.5 che unito alla velocità di retrazione comporta degli ottimi risultati

Initial layer thickness: Questo valore permette di cambiare lo spessore del primo layer di stampa, che di solito deve essere impostato piu spesso degli altri per garantire un ottima adesione al piatto di stampa. Se lasciato a 0 il primo layer verrà stampato con lo stesso valore di Layer heigt della sezione basic.
Cut off object bottom: Valore che permette di "affondare" il nostro oggetto nel piano di stampa, viene utilizato se il disegno non è disegnato bene o la base è inregolare in modo da creare una buona adesione di stampa.
Dual extrusion overlap: Nella 3Drag non viene utilizzato dato che solo 1 estruore, serve a determinare quanto devono sovrapporsi i filamenti di piu estrusori
Travel speed: Velocità dei movimenti rapidi quando la stampante non è in estrusione
Bottom layer speed: Velocità del primo layer di stampa, solitamepte molto lento in modo da far aderire bene il primo livello
Infill Speed: Velocità delle stampa del riempimento interno
Outer Shell Speed: Velocità del perimetro piu esterno dell' oggetto, solitamente va impostata molto lenta in modo da far risultare la superfice che rimane a vista piu pulita e uniforme possibile
Inner Shell Speed: velocità dei perimetri interni
Minimal layer time: Determina il tempo minimo di durata di stampa di un singolo livello, serve a rallentare la stampa automaticamente quanco ci sono zone molto piccole da lavorare per evitare che dei movimenti veloci siolgano il pezzo
Enable cooling fan: Abilita la gestione automatica della ventola, stampando con ABS la tengo disattivata.
Plugins
to be continued