

[3Drag] Sostituire cinghie assi X e Y

Un altro modo per aumentare la precisione della 3Drag, che riguarda gli assi X e Y, è quello di sostituire le cinghie di trasmissione.
Di serie vengono montate delle cinghie T5, cioè delle cinghie con passo per dente di 5mm che abbinate alle pulegge a 10 denti che troviamo di serie generano un valore di Passi per mm di 64Step.
In parole semplici quando la stampante si deve muovere di 1mm in X o Y l' elettronica invia ai motori 64 impulsi che convertiti in spazio sono 1mm.
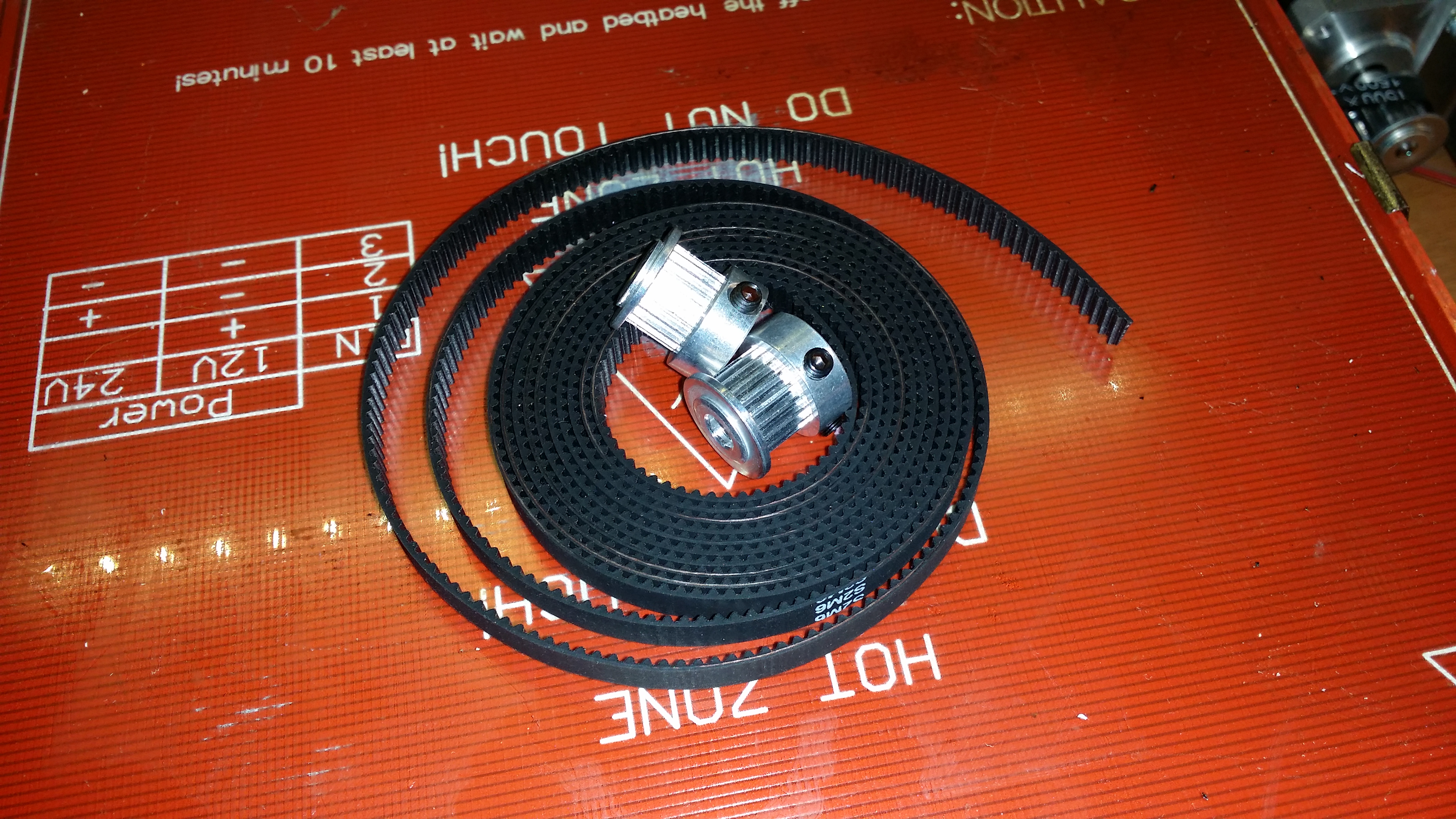
Per aumentare la precisione, cioè aumentare il numero di passi da effettuare per fare 1mm, possiamo montare delle nuove cinghie e pulegge, io ho optato per delle cinghie GT2 Passo 2mm e per le relative pulegge a 20 denti che mi permettono di passare dagli attuali 64 passi per mm a 80 avendo un incremento di precisione di circa il 26% non moltissimo ma ogni piccolo passo è un passo guadagnato!!!
Per effettuare questa sostituzione dobbiamo mettere in conto di spendere circa 30€
Per i componenti basta andare nella sezione SHOP di questo sito!!!
Premessa, l' operazione di sostituzione è molto semplice in se ma il motivo per la quale quando si monta la 3Drag il montaggio delle cinghie viene fatto durante le prime fasi è evidente, non sara affatto semplice gestire gli spazi senza smontare il carrello.
Comunque nulla è impossibile, io posso garantirvi che ci sono riuscito, non con poche difficolta, ma senza smontare ne piatto ne carrello, bisogna giostrarsi bene tra gli angusti spazi che ci ritroviamo, specialmente per posizionare poi la cinghia dell asse Y.
Come prima cosa smontiamo le vecchie cinghie e tagliamo dei pezzi lunghi uguali della nuova GT2.

La nuova cinghia per l' asse Y in realtà andrà tagliata circa 10 denti (GT2) in meno rispetto all' originale, ma è un operazione che vi consiglio di fare all ultimo se a fine lavori vedrete che non è abbastanza tesa.
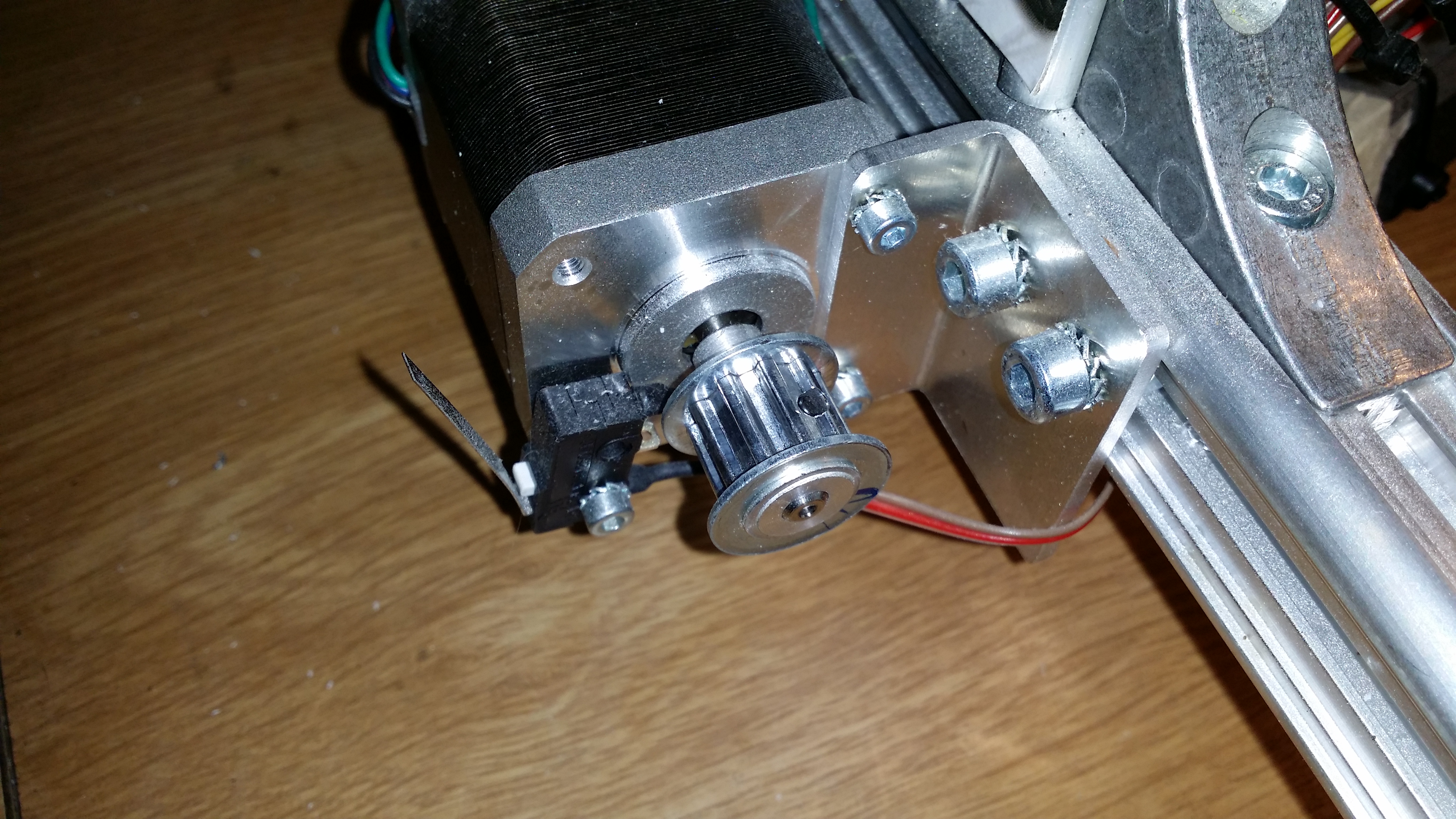
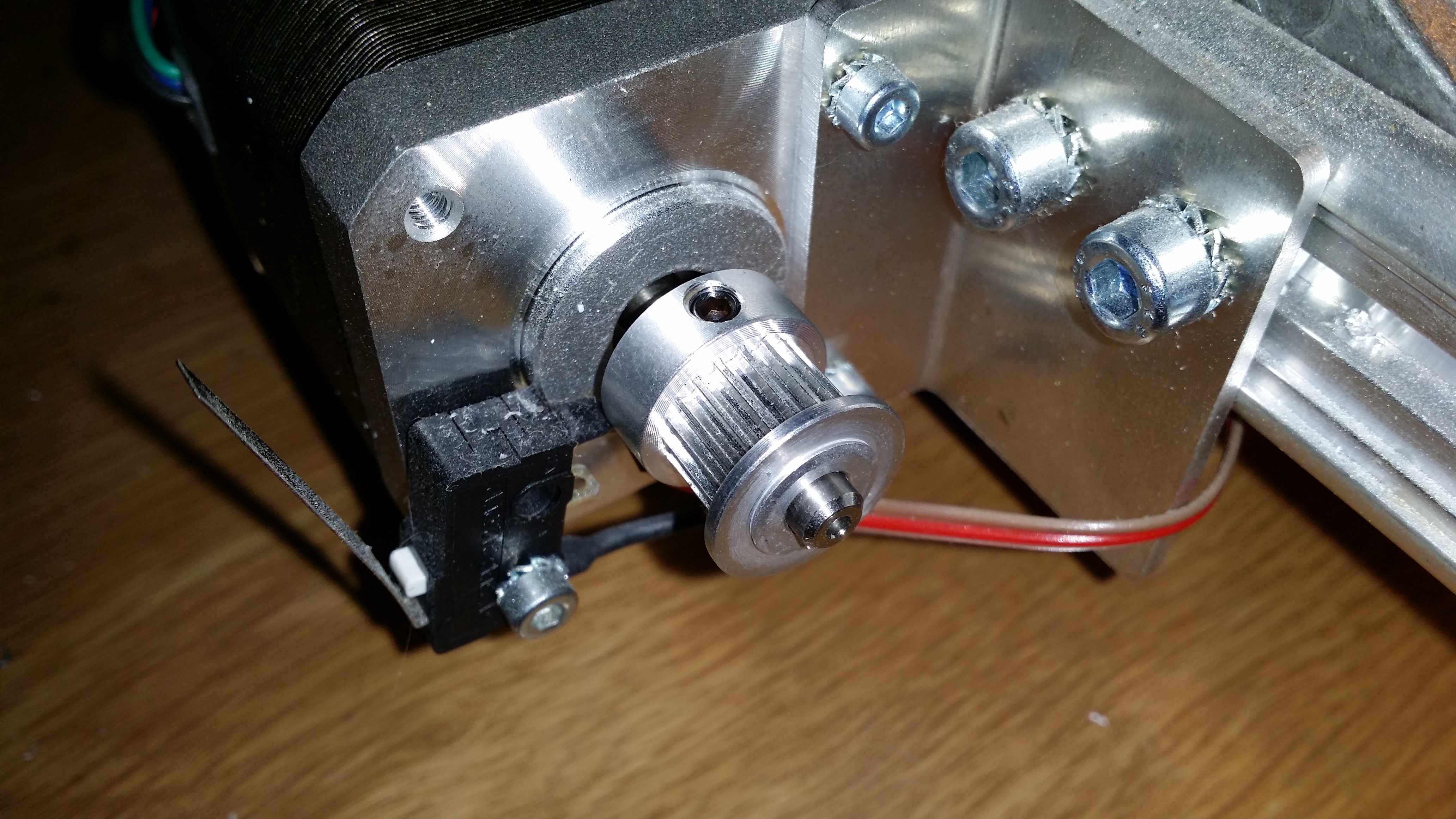
Passiamo poi alla sostituzione delle puleggie nei motori
Una volta completato l' assemblaggio delle nuove chinghie dobbiamo modificare dei valori nella EEPROM per poter dire all elettronica che abbiamo fatto questa modifica
Sostituire i valori Step per mm degli assi X e Y come segue:
| Step per mm |
T5 (Cinghie Originali) |
GT2 (nuove cinghie |
| X | 64 | 80 |
| Y | 64 | 80 |
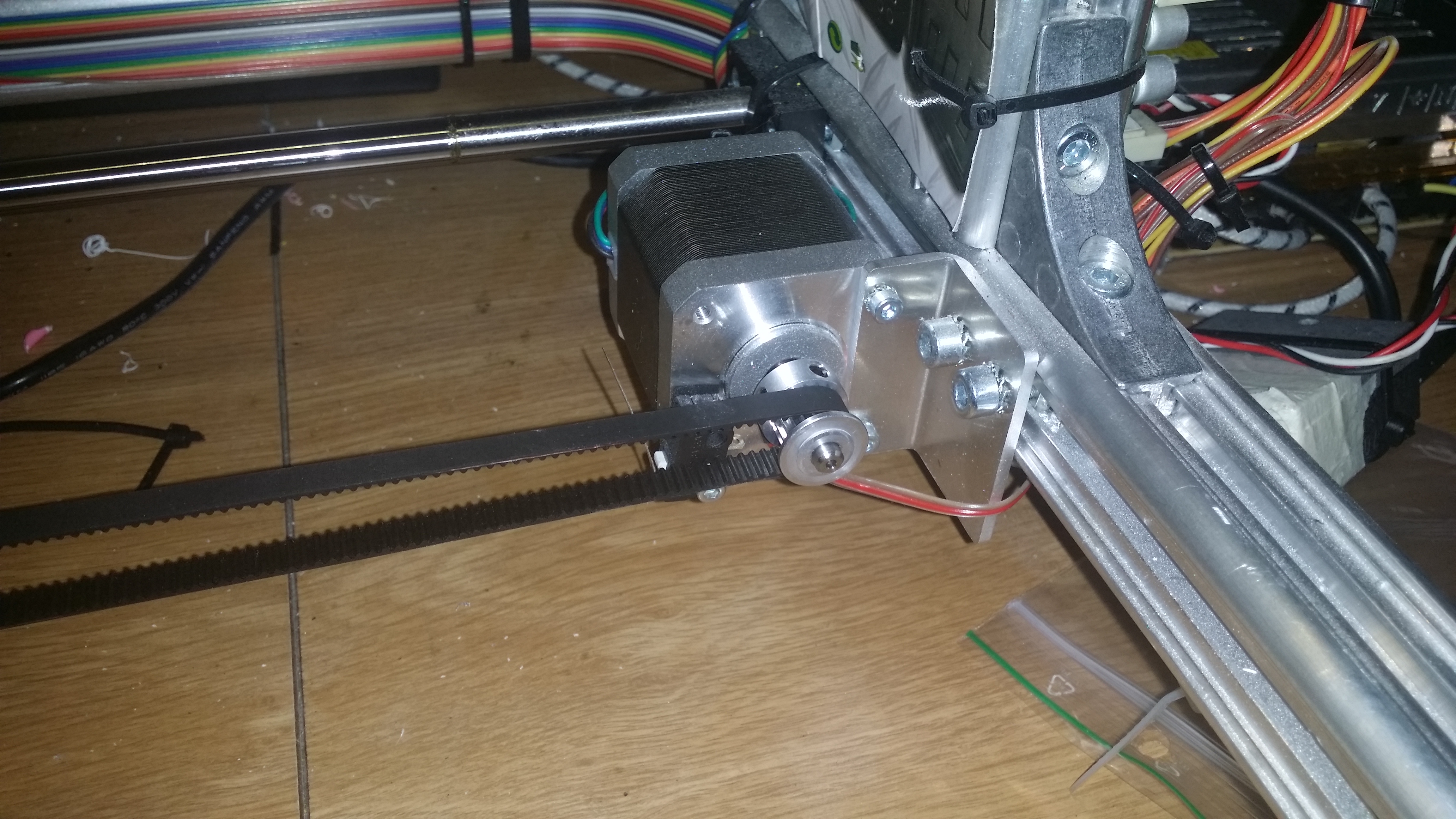
Una volta finito di assemblare il tutto dovrebbo avere una cosa del genere:
Priorità Modifica
Ottima modifca per aumentare la precisione di stampa di un buon 26% ma non essenziale, si vive pure senza, ma se abbiamo del tempo e altri 30 euro da investire male non fa. Prima di questa consiglio di CAMBIARE I DRIVER che aumentano del 100% la risoluzione di X e Y